
在过去的几年里,塑胶产品制造工艺中开始盛行一种新的技术,通过激光焊接技术进行塑胶件的无缝合成,以达到高等级的防水要求,激光焊接是个怎样的原理呢,接下来让速德瑞的小编带大家了解一下:
1.利用激光把上下两层塑料部件焊接,首先把部件夹紧在一起,然后以近红外线激光NIR(波长810-1064nm),透射过上层部件。
2.然后被下层部件的近红外线激光转化为热能,将两个部件的接触表面融化,由于上下两层材料有很好的热传导性并且接触很紧密,下层产生的热量可以穿到上层材料并使之融化,这样就将上下两个部件熔焊接在一起,形成焊接区。焊接缝强度超过原材料强度。
3.因此塑胶材料为了保证激光效果,需要测试810-1064nm之间红外线的透过率(具体测试波长根据实际激光发射波长而定),一般要求红外线穿透率越大越好,以塑胶材料与加工工艺红外线穿透率要求大于50%以上,有些材料因为测量高度等其它客观因素,透过率适当降低到30%甚至20%。

速德瑞积分型透光率仪SDR4010B与弧边透光率仪GB535可以完美针对激光焊接中的红外线穿透率进行有效管控


安防巨无霸海康威视,当前市值2493亿元,全球视频监控设备市场份额高达39.94%,连续七年蝉联全球市场份额第一名。

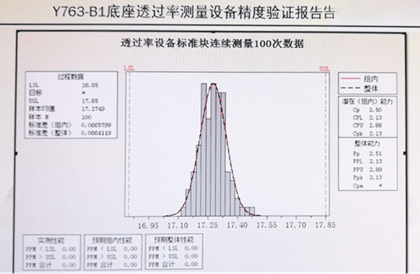
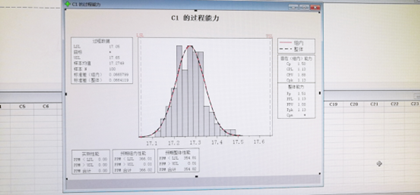
在汽车行业海康已经成功打入2019款保时捷卡宴的配置中,将保时捷Cayenne360全景环视系统、车载摄像机、行程记录仪、车载多媒体娱乐系统、流媒体后视镜、多媒体智能后视镜、ADAS、T-BOX以及车联网平台构建为一整套的汽车电子综合解决方案,除此之外,海康已经跟一汽集团、北京汽车、上汽荣威、上汽名爵、本田汽车等公司合作,其中定点项目超过200个,已量产的项目超过100个,覆盖500家渠道合作项目。海康威视拥有的高端技术,当然是离不开高科技的供应商配合,并且对供应商的技术实力要求也是极高。仅印证设备的评估报告,CMK(设备能量指数)都长达几十页。下面截图几页以做了解。

在偌大的激光焊接领域中,除了海康威视之外,速德瑞科技做过的案例不计其数。下面给大家展示几个样品测试的图







